
El Impacto De La Tecnología De Clasificación Óptica En El Procesamiento Del Grano De Café
El café es mucho más que una simple bebida, es una experiencia moldeada por la calidad y consistencia de los granos utilizados. A lo largo de los años, los productores de café han buscado continuamente formas de mejorar la calidad del grano, reducir el desperdicio y garantizar un perfil de sabor uniforme en cada taza. Un avance que ha transformado drásticamente la industria es la tecnología de clasificación óptica. Este artículo de larga duración explora cómo las modernas máquinas de clasificación óptica están revolucionando el procesamiento del grano de café, obteniendo ideas de líderes de la industria y fabricantes de vanguardia.
La Evolución De La Clasificación De Granos De Café
Tradicionalmente, la clasificación del grano de café era un proceso laborioso que dependía de la inspección manual. Los trabajadores clasificaban los granos a mano, identificando defectos, decoloraciones e impurezas. Sin embargo, este método no solo consumía mucho tiempo, sino que también era propenso a errores humanos e inconsistencias. A medida que crecía la demanda mundial de café de alta calidad, se hacía innegable la necesidad de una solución de clasificación automatizada, precisa y eficiente.
Ingrese a la clasificación óptica, una tecnología que aprovecha imágenes, sensores e inteligencia artificial avanzados para identificar y eliminar granos indeseables. Según Counter Culture Coffee, la clasificación óptica representa uno de los avances más emocionantes en el procesamiento del café, ofreciendo un nuevo nivel de precisión y eficiencia que antes era inalcanzable en los procesos de clasificación manual.

Cómo Funciona La Tecnología De Clasificación Óptica
En el corazón de la clasificación óptica se encuentra una sofisticada integración de cámaras de alta velocidad, sensores y algoritmos inteligentes. He aquí un vistazo más de cerca al proceso:
1. Imágenes de alta resolución:
Los clasificadores ópticos utilizan cámaras de alta resolución para capturar imágenes detalladas de los granos de café mientras pasan por la máquina a altas velocidades. Esta tecnología de imágenes es capaz de detectar pequeñas diferencias de color, forma y tamaño.
2. Análisis de sensores e integración de IA:
Los sensores avanzados analizan estas imágenes en tiempo real. Los algoritmos de aprendizaje automático comparan las imágenes capturadas con estándares preestablecidos de calidad. El sistema está finamente afinado para distinguir entre granos sanos y aquellos que están decolorados, malformados o defectuosos de otro modo. Esta tecnología, como se destaca, permite eliminar con precisión incluso las impurezas más pequeñas, asegurando que solo los mejores granos continúen a lo largo de la línea de producción.
3. Mecanismo de clasificación automatizado:
Una vez identificados los granos defectuosos, el sistema activa un chorro de aire o un desviador mecánico para sacarlos del lote. Este proceso se ejecuta en milisegundos, lo que significa que la máquina puede manejar grandes volúmenes de granos sin sacrificar la precisión.

Beneficios de la clasificación óptica en el procesamiento del café
La introducción de la tecnología de clasificación óptica ha traído mejoras significativas en varias áreas clave de la producción de café:
- Calidad y consistencia mejoradas:
Los clasificadores ópticos aseguran que solo se utilizan granos que cumplen con estrictos estándares de calidad, lo que resulta en un perfil de sabor más consistente y una calidad general mejorada del producto final. La eliminación de granos defectuosos no solo mejora el sabor sino que también evita que los sabores indeseables afecten la infusión.
- Aumento de la eficiencia y reducción de los costos de mano de obra:
La clasificación automatizada elimina la necesidad de una inspección manual que requiere mucha mano de obra. Esto no solo acelera el proceso de producción, sino que también reduce los costos de mano de obra y minimiza el error humano, lo que lleva a un flujo de trabajo más eficiente.
- Desperdicio minimizado y beneficios de sostenibilidad:
Al apuntar con precisión solo a los granos defectuosos, los clasificadores ópticos reducen significativamente el desperdicio. Esta separación precisa contribuye a un proceso de producción más sostenible al garantizar que una mayor proporción de los granos cosechados cumple con los altos estándares requeridos para el café premium.
- Trazabilidad y recopilación de datos mejoradas:
Los clasificadores ópticos modernos vienen equipados con con capacidades de recopilación de datos que permiten a los productores rastrear la calidad de sus granos durante todo el proceso de clasificación. Estos datos se pueden utilizar para refinar los métodos de producción, solucionar problemas y mantener altos estándares de calidad a lo largo del tiempo.

Innovaciones Conduciendo Moderno Clasificadores de café
Las empresas líderes en el campo han superado continuamente los límites de la tecnología de clasificación óptica. Por ejemplo, WESORT ha desarrollado un clasificador de colores avanzado que utiliza inteligencia artificial e imágenes de última generación para detectar incluso las diferencias de color más sutiles. Su sistema está diseñado para adaptarse y aprender de cada ciclo de clasificación, mejorando la precisión y la eficiencia con cada uso.
Compañías como WESORT han integrado estas innovaciones en líneas de producción a gran escala, lo que permite procesar grandes cantidades de granos de café sin comprometer la calidad. Sus soluciones de clasificación óptica están diseñadas para robustez, velocidad y precisión, cualidades que son indispensables en el competitivo mercado de café actual.
Impacto en la industria y estudios de casos
La adopción generalizada de la tecnología de clasificación óptica está teniendo un efecto transformador en la industria del café. Los productores ahora pueden entregar productos consistentemente de alta calidad que satisfacen las crecientes demandas de los consumidores exigentes. Por ejemplo:
- Control de calidad:
Los tostadores y productores de café reportan una reducción significativa en el número de granos defectuosos que llegan a la etapa de tostado. Esto conduce a un mejor sabor del café y menos quejas relacionadas con la calidad de los clientes.
- Eficiencia Operativa:
La automatización proporcionada por los clasificadores ópticos ha simplificado las operaciones de procesamiento, lo que permite a las empresas escalar la producción sin un aumento proporcional de los costos de mano de obra. Esta eficiencia ha sido crucial para satisfacer la creciente demanda global.
- Competitividad del mercado:
Al garantizar un producto consistente y de alta calidad, los productores que utilizan tecnología de clasificación óptica pueden posicionarse como marcas premium en el mercado. La inversión en soluciones de clasificación de alta tecnología a menudo se traduce en mejores precios de mercado y una mayor lealtad a la marca.
Perspectivas Futuras
El futuro del procesamiento del grano de café parece brillante, con la tecnología de clasificación óptica se volverá aún más avanzada. Se espera que los avances continuos en inteligencia artificial y tecnología de sensores refinen aún más la precisión y velocidad de clasificación. La integración con de las plataformas de Internet de las cosas (IoT) permitirá el monitoreo en tiempo real y el mantenimiento predictivo, asegurando que los sistemas de clasificación óptica funcionen siempre al máximo rendimiento.
Además, a medida que la industria del café siga enfatizando la sostenibilidad, la precisión de los clasificadores ópticos en la reducción de residuos se convertirá en un punto de venta cada vez más importante. Las futuras máquinas también pueden incorporar análisis de datos más sofisticados, proporcionando a los productores de café con una visión más profunda de sus procesos de producción y oportunidades de mejora continua.
La tecnología de clasificación óptica representa un salto significativo en el procesamiento del grano de café. Al aprovechar imágenes de alta resolución, sensores avanzados y algoritmos inteligentes, los clasificadores ópticos modernos aseguran que solo los granos más finos lleguen a su taza. Esta tecnología no solo mejora la calidad y consistencia del producto, sino que también impulsa la eficiencia operativa y la sostenibilidad en toda la cadena de suministro de café.
El café es mucho más que una simple bebida, es una experiencia moldeada por la calidad y consistencia de los granos utilizados. A lo largo de los años, los productores de café han buscado continuamente formas de mejorar la calidad del grano, reducir el desperdicio y garantizar un perfil de sabor uniforme en cada taza. Un avance que ha transformado drásticamente la industria es la tecnología de clasificación óptica. Este artículo de larga duración explora cómo las modernas máquinas de clasificación óptica están revolucionando el procesamiento del grano de café, obteniendo ideas de líderes de la industria y fabricantes de vanguardia.
La Evolución De La Clasificación De Granos De Café
Tradicionalmente, la clasificación del grano de café era un proceso laborioso que dependía de la inspección manual. Los trabajadores clasificaban los granos a mano, identificando defectos, decoloraciones e impurezas. Sin embargo, este método no solo consumía mucho tiempo, sino que también era propenso a errores humanos e inconsistencias. A medida que crecía la demanda mundial de café de alta calidad, se hacía innegable la necesidad de una solución de clasificación automatizada, precisa y eficiente.
Ingrese a la clasificación óptica, una tecnología que aprovecha imágenes, sensores e inteligencia artificial avanzados para identificar y eliminar granos indeseables. Según Counter Culture Coffee, la clasificación óptica representa uno de los avances más emocionantes en el procesamiento del café, ofreciendo un nuevo nivel de precisión y eficiencia que antes era inalcanzable en los procesos de clasificación manual.
Cómo Funciona La Tecnología De Clasificación Óptica
En el corazón de la clasificación óptica se encuentra una sofisticada integración de cámaras de alta velocidad, sensores y algoritmos inteligentes. He aquí un vistazo más de cerca al proceso:
1. Imágenes de alta resolución:
Los clasificadores ópticos utilizan cámaras de alta resolución para capturar imágenes detalladas de los granos de café mientras pasan por la máquina a altas velocidades. Esta tecnología de imágenes es capaz de detectar pequeñas diferencias de color, forma y tamaño.
2. Análisis de sensores e integración de IA:
Los sensores avanzados analizan estas imágenes en tiempo real. Los algoritmos de aprendizaje automático comparan las imágenes capturadas con estándares preestablecidos de calidad. El sistema está finamente afinado para distinguir entre granos sanos y aquellos que están decolorados, malformados o defectuosos de otro modo. Esta tecnología, como se destaca, permite eliminar con precisión incluso las impurezas más pequeñas, asegurando que solo los mejores granos continúen a lo largo de la línea de producción.
3. Mecanismo de clasificación automatizado:
Una vez identificados los granos defectuosos, el sistema activa un chorro de aire o un desviador mecánico para sacarlos del lote. Este proceso se ejecuta en milisegundos, lo que significa que la máquina puede manejar grandes volúmenes de granos sin sacrificar la precisión.
Beneficios de la clasificación óptica en el procesamiento del café
La introducción de la tecnología de clasificación óptica ha traído mejoras significativas en varias áreas clave de la producción de café:
- Calidad y consistencia mejoradas:
Los clasificadores ópticos aseguran que solo se utilizan granos que cumplen con estrictos estándares de calidad, lo que resulta en un perfil de sabor más consistente y una calidad general mejorada del producto final. La eliminación de granos defectuosos no solo mejora el sabor sino que también evita que los sabores indeseables afecten la infusión.
- Aumento de la eficiencia y reducción de los costos de mano de obra:
La clasificación automatizada elimina la necesidad de una inspección manual que requiere mucha mano de obra. Esto no solo acelera el proceso de producción, sino que también reduce los costos de mano de obra y minimiza el error humano, lo que lleva a un flujo de trabajo más eficiente.
- Desperdicio minimizado y beneficios de sostenibilidad:
Al apuntar con precisión solo a los granos defectuosos, los clasificadores ópticos reducen significativamente el desperdicio. Esta separación precisa contribuye a un proceso de producción más sostenible al garantizar que una mayor proporción de los granos cosechados cumple con los altos estándares requeridos para el café premium.
- Trazabilidad y recopilación de datos mejoradas:
Los clasificadores ópticos modernos vienen equipados con con capacidades de recopilación de datos que permiten a los productores rastrear la calidad de sus granos durante todo el proceso de clasificación. Estos datos se pueden utilizar para refinar los métodos de producción, solucionar problemas y mantener altos estándares de calidad a lo largo del tiempo.
Innovaciones Conduciendo Moderno Clasificadores de café
Las empresas líderes en el campo han superado continuamente los límites de la tecnología de clasificación óptica. Por ejemplo, WESORT ha desarrollado un clasificador de colores avanzado que utiliza inteligencia artificial e imágenes de última generación para detectar incluso las diferencias de color más sutiles. Su sistema está diseñado para adaptarse y aprender de cada ciclo de clasificación, mejorando la precisión y la eficiencia con cada uso.
Compañías como WESORT han integrado estas innovaciones en líneas de producción a gran escala, lo que permite procesar grandes cantidades de granos de café sin comprometer la calidad. Sus soluciones de clasificación óptica están diseñadas para robustez, velocidad y precisión, cualidades que son indispensables en el competitivo mercado de café actual.
Impacto en la industria y estudios de casos
La adopción generalizada de la tecnología de clasificación óptica está teniendo un efecto transformador en la industria del café. Los productores ahora pueden entregar productos consistentemente de alta calidad que satisfacen las crecientes demandas de los consumidores exigentes. Por ejemplo:
- Control de calidad:
Los tostadores y productores de café reportan una reducción significativa en el número de granos defectuosos que llegan a la etapa de tostado. Esto conduce a un mejor sabor del café y menos quejas relacionadas con la calidad de los clientes.
- Eficiencia Operativa:
La automatización proporcionada por los clasificadores ópticos ha simplificado las operaciones de procesamiento, lo que permite a las empresas escalar la producción sin un aumento proporcional de los costos de mano de obra. Esta eficiencia ha sido crucial para satisfacer la creciente demanda global.
- Competitividad del mercado:
Al garantizar un producto consistente y de alta calidad, los productores que utilizan tecnología de clasificación óptica pueden posicionarse como marcas premium en el mercado. La inversión en soluciones de clasificación de alta tecnología a menudo se traduce en mejores precios de mercado y una mayor lealtad a la marca.
Perspectivas Futuras
El futuro del procesamiento del grano de café parece brillante, con la tecnología de clasificación óptica se volverá aún más avanzada. Se espera que los avances continuos en inteligencia artificial y tecnología de sensores refinen aún más la precisión y velocidad de clasificación. La integración con de las plataformas de Internet de las cosas (IoT) permitirá el monitoreo en tiempo real y el mantenimiento predictivo, asegurando que los sistemas de clasificación óptica funcionen siempre al máximo rendimiento.
Además, a medida que la industria del café siga enfatizando la sostenibilidad, la precisión de los clasificadores ópticos en la reducción de residuos se convertirá en un punto de venta cada vez más importante. Las futuras máquinas también pueden incorporar análisis de datos más sofisticados, proporcionando a los productores de café con una visión más profunda de sus procesos de producción y oportunidades de mejora continua.
La tecnología de clasificación óptica representa un salto significativo en el procesamiento del grano de café. Al aprovechar imágenes de alta resolución, sensores avanzados y algoritmos inteligentes, los clasificadores ópticos modernos aseguran que solo los granos más finos lleguen a su taza. Esta tecnología no solo mejora la calidad y consistencia del producto, sino que también impulsa la eficiencia operativa y la sostenibilidad en toda la cadena de suministro de café.

WESORT Te Invita A World of Coffee San Diego 2026 - Descubre El Futuro De La Clasificación Del Color Del Café-
WESORT Te Invita A World of Coffee San Diego 2026 - Descubre El Futuro De La Clasificación Del Color Del Café
WESORT se enorgullece de anunciar nuestra participación en World of Coffee San Diego, uno de los eventos más influyentes para la industria mundial del café especial. Invitamos calurosamente a los procesadores de café, exportadores y tostadores a vi...

La mejor máquina clasificadora de colores para nueces - Solución de clasificación óptica WASORT AI-
La mejor máquina clasificadora de colores para nueces - Solución de clasificación óptica WASORT AI
En la competitiva industria de procesamiento de nueces de hoy en día, la calidad del producto, la seguridad y la consistencia son críticas para el éxito del mercado. La máquina clasificadora de colores WESORT AI está diseñada para ofrecer una clasi...

WASORT China Fabricante De Máquina Clasificadora De Granos De Café Exponiendo En World of Coffee Dubai 2026-
WASORT China Fabricante De Máquina Clasificadora De Granos De Café Exponiendo En World of Coffee Dubai 2026
Desde los exportadores de granos verdes hasta los tostadores de café especiales, todos los productores se enfrentan al mismo desafío: cómo eliminar defectos de manera eficiente mientras protegen granos valiosos. Problemas como moho, daño por fermen...

World of Coffee Dubai | WESTORT Clasificador de Granos de Café QuadEye 360 AI-
World of Coffee Dubai | WESTORT Clasificador de Granos de Café QuadEye 360 AI
Para satisfacer la creciente demanda de café premium y especial, la precisión de la clasificación debe ir más allá de los sistemas tradicionales basados en colores. El clasificador de granos de café QuadEye 360 AI, desarrollado por WESORT, repres...

How to Choose the Best Corn Color Sorter Machine for Higher Quality Processing-
How to Choose the Best Corn Color Sorter Machine for Higher Quality Processing
Selecting the right corn color sorter machine is essential for improving product quality, reducing labor costs, and meeting international food safety standards. Whether you process food-grade corn, seed corn, sweet corn, or export-quality agricultura...

Cómo WASORT ayudó a un procesador de especias indonesio a mejorar la eficiencia de clasificación de clavos-
Cómo WASORT ayudó a un procesador de especias indonesio a mejorar la eficiencia de clasificación de clavos
Indonesia es uno de los mayores productores mundiales de clavo y maza, donde la calidad del producto afecta directamente al valor de las exportaciones. Sin embargo, la clasificación manual tradicional a menudo lucha por mantener con las crecientes ...
Estudio de caso de clasificador de colores plásticos | Gajah Surya Plastik duplicó la producción después de instalar la máquina WESORT-
Estudio de caso de clasificador de colores plásticos | Gajah Surya Plastik duplicó la producción después de instalar la máquina WESORT
Perfil del Cliente Cliente: Abdi Empresa: Elefante solar de plástico País: Indonesia Industria: Reciclaje De Plásticos Gajah Surya Plastik es una empresa de reciclaje de plástico en Indonesia. Al igual que muchas empresas de reciclaje, la emp...
Estudio de caso de molino de arroz de Indonesia | 8 años con-
Estudio de caso de molino de arroz de Indonesia | 8 años con
Cómo WESORT ayudó a un procesador de arroz indonesio a eliminar las quejas de los clientes y mejorar la calidad del arroz Para los procesadores de arroz, la calidad del producto afecta directamente la satisfacción del cliente y el crecimiento com...

El procesador de café indonesio triplica la capacidad de producción con-
El procesador de café indonesio triplica la capacidad de producción con
Antecedentes del cliente CV Danendra Jaya Abadi, ubicada en Candi, Sidoarjo, Indonesia, es un proveedor de café que sirve tanto a cafeterías especiales como al mercado minorista tradicional de café. La empresa procesa granos de café verde y grano...

Cómo Mejorar La Calidad Del Maíz Usando Un Clasificador De Colores-
Cómo Mejorar La Calidad Del Maíz Usando Un Clasificador De Colores
La calidad del maíz juega un papel crítico en la determinación del valor de mercado, la eficiencia del procesamiento, la seguridad alimentaria y el rendimiento de las semillas. Ya sea que se use para la producción de alimentos, la alimentación anim...
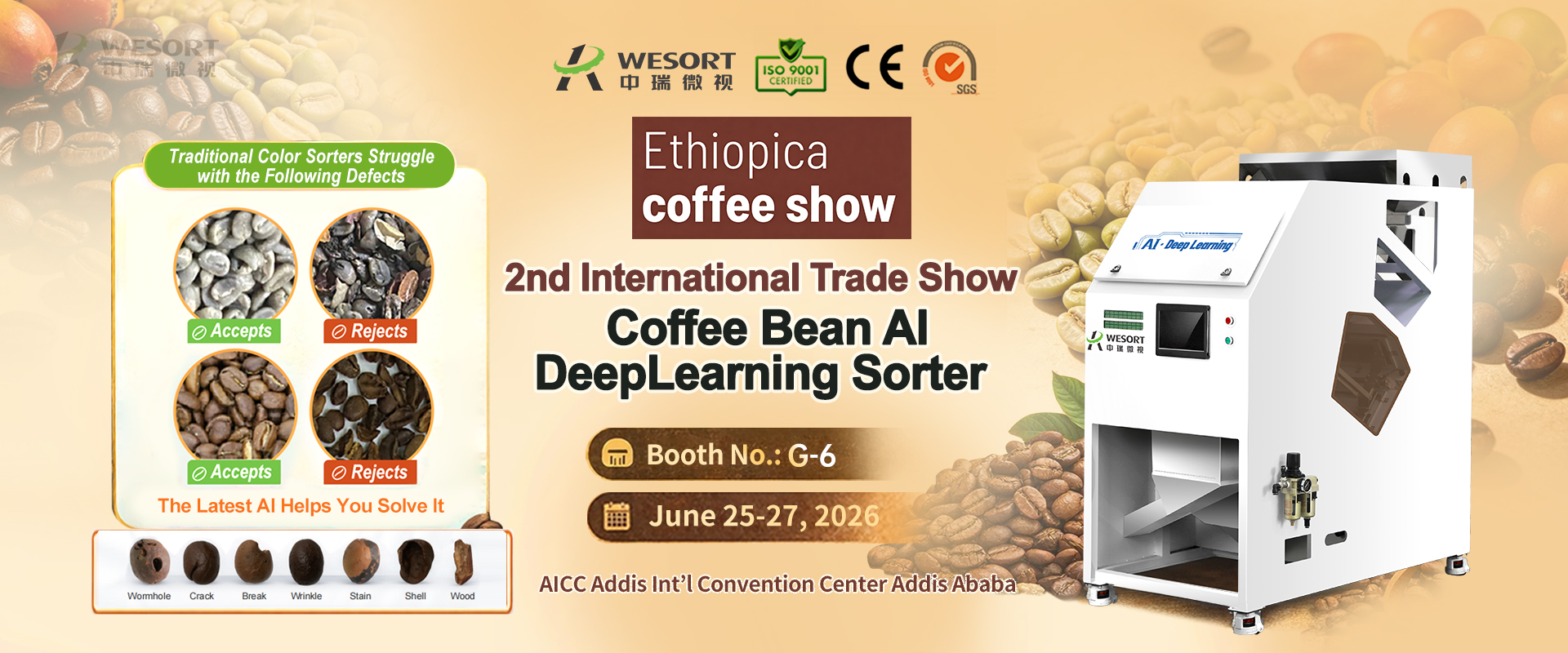
WESORT en Etiopía Coffee Expo: Tecnología de clasificación de granos de café con IA para el procesamiento de café de primera calidad-
WESORT en Etiopía Coffee Expo: Tecnología de clasificación de granos de café con IA para el procesamiento de café de primera calidad
Como uno de los eventos más importantes de la Industria del Café de Etiopía, la Expo del Café de Etiopía atrae a productores, exportadores, procesadores y compradores de café de todo el mundo. A medida que la demanda de café de mayor calidad sigue ...

WESORT se dirige a Sudáfrica - Bad Beans, cuidado-
WESORT se dirige a Sudáfrica - Bad Beans, cuidado
La mayoría de la gente piensa que los programas de comida se tratan de probar bocadillos y beber café. ¿IMPRESIONANTE? Traemos IA que puede detectar a los "alborotadores" que se esconden en sus productos alimenticios. 😎 En Africa Food Show 202...

¿Dónde comprar una máquina clasificadora de color de frijol en Europa occidental?-
¿Dónde comprar una máquina clasificadora de color de frijol en Europa occidental?
A medida que los estándares de seguridad alimentaria continúan aumentando en toda Europa Occidental, los procesadores de frijoles están bajo una presión cada vez mayor para entregar productos más limpios, seguros y visualmente consistentes. Ya sea ...
Cómo el clasificador de colores automático de IA mejora la eficiencia del procesamiento de alimentos-
Cómo el clasificador de colores automático de IA mejora la eficiencia del procesamiento de alimentos
¿Qué Es Un Clasificador Automático De Colores? Un clasificador automático de colores es una máquina clasificadora óptica inteligente diseñada para detectar y eliminar materiales defectuosos en función del color, la forma, el tamaño y las caracter...

La mejor máquina clasificadora de granos de café para Brasil |-
La mejor máquina clasificadora de granos de café para Brasil |
Brasil es el mayor productor y exportador de café del mundo, suministrando granos premium de Arábica y Robusta a tostadores y comerciantes de todo el mundo. A medida que los compradores internacionales demandan café más limpio y consistente, los pr...

Proveedor de clasificadores de color de frijol en China: ¿Por qué los procesadores de Europa occidental eligen WESORT?-
Proveedor de clasificadores de color de frijol en China: ¿Por qué los procesadores de Europa occidental eligen WESORT?
A medida que la demanda de frijoles premium continúa creciendo en toda Europa Occidental, los procesadores están bajo una presión creciente para entregar productos más limpios, seguros y uniformes. Ya sea que procese frijoles, frijoles blancos, gar...

Mejor proveedor de clasificadores de nueces: ¿Por qué la máquina clasificadora de nueces WESORT AI se destaca?-
Mejor proveedor de clasificadores de nueces: ¿Por qué la máquina clasificadora de nueces WESORT AI se destaca?
En la industria global de procesamiento de nueces, la calidad del producto determina directamente la competitividad del mercado. Desde la integridad del grano hasta la eliminación de defectos, la clasificación de precisión se ha convertido en un pa...

¿Cuál es la mejor máquina clasificadora de nueces del mercado?-
¿Cuál es la mejor máquina clasificadora de nueces del mercado?
En la industria moderna de procesamiento de nueces, eligiendo el La mejor máquina clasificadora de nueces Es esencial para mejorar la calidad del producto, garantizar la seguridad alimentaria y reducir los costes laborales. A medida que la demand...
Máquina clasificadora de color avellana Proveedor China: Cómo elegir la mejor solución de clasificación óptica-
Máquina clasificadora de color avellana Proveedor China: Cómo elegir la mejor solución de clasificación óptica
¿Busca un proveedor confiable de máquinas clasificadoras de color avellana en China? Descubra cómo las máquinas clasificadoras ópticas de IA mejoran la calidad de la avellana, reducen los costos de mano de obra y aumentan la eficiencia del procesam...

El Mejor Equipo De Clasificación De Avellanas: Lo Que Eligen Los Procesadores Profesionales-
El Mejor Equipo De Clasificación De Avellanas: Lo Que Eligen Los Procesadores Profesionales
Los procesadores de avellana que buscan el mejor equipo de clasificación a menudo comparan Clasificadores de colores Y sistemas ópticos de IA. La solución adecuada depende del tipo de defecto, los estándares de exportación y la escala de producci...
WESORT Te Invita A World of Coffee San Diego 2026 - Descubre El Futuro De La Clasificación Del Color Del Café-
WESORT Te Invita A World of Coffee San Diego 2026 - Descubre El Futuro De La Clasificación Del Color Del Café
WESORT se enorgullece de anunciar nuestra participación en World of Coffee San Diego, uno de los eventos más influyentes para la industria mundial del café especial. Invitamos calurosamente a los procesadores de café, exportadores y tostadores a vi...
La mejor máquina clasificadora de colores para nueces - Solución de clasificación óptica WASORT AI-
La mejor máquina clasificadora de colores para nueces - Solución de clasificación óptica WASORT AI
En la competitiva industria de procesamiento de nueces de hoy en día, la calidad del producto, la seguridad y la consistencia son críticas para el éxito del mercado. La máquina clasificadora de colores WESORT AI está diseñada para ofrecer una clasi...
WASORT China Fabricante De Máquina Clasificadora De Granos De Café Exponiendo En World of Coffee Dubai 2026-
WASORT China Fabricante De Máquina Clasificadora De Granos De Café Exponiendo En World of Coffee Dubai 2026
Desde los exportadores de granos verdes hasta los tostadores de café especiales, todos los productores se enfrentan al mismo desafío: cómo eliminar defectos de manera eficiente mientras protegen granos valiosos. Problemas como moho, daño por fermen...
World of Coffee Dubai | WESTORT Clasificador de Granos de Café QuadEye 360 AI-
World of Coffee Dubai | WESTORT Clasificador de Granos de Café QuadEye 360 AI
Para satisfacer la creciente demanda de café premium y especial, la precisión de la clasificación debe ir más allá de los sistemas tradicionales basados en colores. El clasificador de granos de café QuadEye 360 AI, desarrollado por WESORT, repres...
How to Choose the Best Corn Color Sorter Machine for Higher Quality Processing-
How to Choose the Best Corn Color Sorter Machine for Higher Quality Processing
Selecting the right corn color sorter machine is essential for improving product quality, reducing labor costs, and meeting international food safety standards. Whether you process food-grade corn, seed corn, sweet corn, or export-quality agricultura...
Cómo WASORT ayudó a un procesador de especias indonesio a mejorar la eficiencia de clasificación de clavos-
Cómo WASORT ayudó a un procesador de especias indonesio a mejorar la eficiencia de clasificación de clavos
Indonesia es uno de los mayores productores mundiales de clavo y maza, donde la calidad del producto afecta directamente al valor de las exportaciones. Sin embargo, la clasificación manual tradicional a menudo lucha por mantener con las crecientes ...
Estudio de caso de clasificador de colores plásticos | Gajah Surya Plastik duplicó la producción después de instalar la máquina WESORT-
Estudio de caso de clasificador de colores plásticos | Gajah Surya Plastik duplicó la producción después de instalar la máquina WESORT
Perfil del Cliente Cliente: Abdi Empresa: Elefante solar de plástico País: Indonesia Industria: Reciclaje De Plásticos Gajah Surya Plastik es una empresa de reciclaje de plástico en Indonesia. Al igual que muchas empresas de reciclaje, la emp...
Estudio de caso de molino de arroz de Indonesia | 8 años con-
Estudio de caso de molino de arroz de Indonesia | 8 años con
Cómo WESORT ayudó a un procesador de arroz indonesio a eliminar las quejas de los clientes y mejorar la calidad del arroz Para los procesadores de arroz, la calidad del producto afecta directamente la satisfacción del cliente y el crecimiento com...